

【導讀】自動化精密制造推動了當今許多高科技設(shè)備的發(fā)展和廣泛使用。時尚精美的手機仰賴復雜的金屬加工工藝和精細表面處理能力來生產(chǎn)機械元件制造所需的芯片和模具。手機中微小但強大的電子器件的生產(chǎn),則要依靠自動化IC晶圓處理和精密線焊設(shè)備。大型設(shè)備同樣需要高精度和高質(zhì)量表面處理。例如,現(xiàn)代噴氣發(fā)動機依賴精細平衡和精密匹配的渦輪葉片來實現(xiàn)高燃油效率和安靜工作。先進的電子控制和形狀復雜的精密發(fā)動機部件可優(yōu)化燃燒過程,提高汽車發(fā)動機的燃油效率。
銑床沿預定路徑移動高速旋轉(zhuǎn)的切割工具,對固體金屬塊進行切削,從而生產(chǎn)金屬制品部件。精密加工是一個多步驟過程,先是粗略切削,然后經(jīng)過多道精細切削才能達到要求。多個電機驅(qū)動進給主軸和多個絲杠來定位工具頭。電機位置與速度伺服驅(qū)動器的功率和剛度決定了支持特定表面處理精度水平的最大切削速率。因此,高性能電機驅(qū)動器可提高切削速率或減少切削次數(shù),從而直接影響到銑削過程效率。每次操作都選擇最佳運動方案,以及盡量縮短刀具更換時間,同樣可以提高生產(chǎn)率和能效。生產(chǎn)質(zhì)量取決于絲杠的精度和電機驅(qū)動軸位置與速度控制。最新銑床有五個或更多的控制軸,支持以最少的工件設(shè)置操作次數(shù)加工出復雜的形狀。大批量生產(chǎn)線所用的專用加工中心甚至包括更多的伺服驅(qū)動器,支持多個金屬加工并行操作和類機器人功能,使加工過程實現(xiàn)完全自動化。機器設(shè)計人員面臨的挑戰(zhàn)是如何讓多個伺服驅(qū)動軸的操作和運動方案同步,從而在維持產(chǎn)品質(zhì)量不變的同時,使機器吞吐效率最大化。
精密運動控制
控制現(xiàn)代工廠所用自動化機器的各種元件如圖1所示。中央數(shù)字控制器(CNC)或可編程邏輯控制器(PLC)管理機器操作,并且為機器中每個伺服電機軸產(chǎn)生運動軌跡規(guī)劃。每個伺服驅(qū)動器包括多個控制環(huán)路來管理機械系統(tǒng)動態(tài)特性、電磁扭矩產(chǎn)生和電路動態(tài)特性。各控制元件的性能對機器吞吐效率和表面處理質(zhì)量至關(guān)重要。計算機輔助制造(CAM)工具根據(jù)產(chǎn)品圖紙、材料特性、機器和刀具能力,產(chǎn)生成品所需的機加工操作組合運動方案。然后,由自動化機器執(zhí)行這些方案來制造產(chǎn)品。

圖1. 自動化機器控制系統(tǒng)
完整的機器控制功能包括多個級聯(lián)控制環(huán)路??紤]絲杠(用于將旋轉(zhuǎn)轉(zhuǎn)變?yōu)榫€性運動)提供的傳動裝置,CNC將機器空間(x、y和z)運動配置轉(zhuǎn)換為每個電機軸的(θ或ω)運動配置。每種運動配置由時間中的位置或速度集合來定義。軸間的時序同步非常重要,因為時序誤差對一個軸的影響與位置和速度誤差相同。
伺服驅(qū)動速度環(huán)路的功能是計算跟隨目標速度曲線所需的電機扭矩指令(T*)。成品的精度和表面質(zhì)量取決于機器能否精確地引導切削工具沿目標路徑移動。機加工操作的挑戰(zhàn)在于金屬切削過程是非連續(xù)的,因為材料以碎片形式脫落,因此,伺服驅(qū)動負載也會迅速變化。速度環(huán)路必須能夠在切削操作中維持恒定的速度而不受負載變化的影響,并且在刀具更換操作中能夠迅速響應速度指令。低速時的控制質(zhì)量高度取決于位置反饋的分辨率,因為需要高采樣速率微分器來產(chǎn)生高動態(tài)速度信號。
機床驅(qū)動所用的精密編碼器采用快速模數(shù)轉(zhuǎn)換器在編碼器計數(shù)之間插值,以提供更高的分辨率。例如,一個4096線編碼器采用簡單的數(shù)字接口時,可提供14位/轉(zhuǎn)的位置分辨率,而采用插值方法時,其分辨率至少可擴展至22位/轉(zhuǎn)。位置分辨率提高到22位之后,在4位速度分辨率和1 RPM的條件下,采樣速率可達4 kHz,而之前在4位速度分辨率和60 RPM的條件下,采樣速率只有1 kHz。
在永磁交流伺服電機中,為了高效率、高動態(tài)地產(chǎn)生扭矩,要求正弦定子電流與轉(zhuǎn)子磁體角位置對齊,如圖2所示。電流和磁場對齊控制確保電機扭矩滿足速度環(huán)路的動態(tài)要求。PWM和逆變器反饋隔離模塊包括在電路控制功能中。三相功率逆變器將所需的電壓施加于電機繞組以驅(qū)動目標繞組電流。電流反饋功能將繞組電流測量與高壓逆變器隔離,并向磁場對齊模塊提供反饋信號。電流反饋的精度決定扭矩產(chǎn)生的質(zhì)量,因為反饋中的增益、失調(diào)或非線性誤差會產(chǎn)生紋波扭矩,進而表現(xiàn)為對速度控制器的負載干擾。在某些精密伺服驅(qū)動中,有一個附加環(huán)路也會補償定子繞組線槽與轉(zhuǎn)子磁鐵相互作用所引起的伺服電機內(nèi)部扭矩紋波。所有這些都能改善電機的低速性能,最終增強成品的精度和表面質(zhì)量。
驅(qū)動架構(gòu)
如上所述,驅(qū)動系統(tǒng)性能由多個方面決定,例如控制架構(gòu)、電機設(shè)計、功率電路、反饋傳感器和控制處理器。面對日益提高的驅(qū)動性能、靈活性和成本要求,以及模擬和數(shù)字電子控制元件的進步,控制架構(gòu)在不斷發(fā)展?;谀M電路的傳統(tǒng)伺服控制已被使用嵌入式處理器的數(shù)字控制所取代。另外,CNC的速度指令信號原先是精密模擬信號,現(xiàn)已變?yōu)閿?shù)據(jù)包通過實時(RT)工業(yè)網(wǎng)絡(luò)發(fā)送。因此,除了控制和功率電路以外,現(xiàn)代伺服驅(qū)動系統(tǒng)還包括通信接口。
驅(qū)動系統(tǒng)永遠存在的電路設(shè)計挑戰(zhàn)是如何將高壓功率電路與用戶連接的控制和通信電路安全地隔離。有一個常見架構(gòu)可降低逆變器信號隔離困難,即功率電路與控制處理器接地直連,控制處理器與通信接口之間使用隔離柵。伺服驅(qū)動應用更常見的架構(gòu)選擇是將安全隔離柵放在功率級與控制處理器之間,而控制處理器與通信接口直連。還有一種不那么常見的架構(gòu),即把安全隔離柵分散在功率、控制和通信之間。這會降低每個隔離柵的隔離標準要求,而且可以縮小系統(tǒng)的整體尺寸。
圖3顯示了一個隔離控制架構(gòu)實例,其中逆變器柵極驅(qū)動、電壓反饋和電機電流反饋信號與控制處理器相隔離,但直連位置反饋傳感器、用戶和通信接口。這種架構(gòu)不僅為控制電路提供安全隔離,還能抑制高壓開關(guān)電源逆變器所產(chǎn)生的電路噪聲。電機電流反饋由繞組分流器和隔離式Σ-Δ調(diào)制器產(chǎn)生,這些調(diào)制器提供增益匹配、非常低的失調(diào)和非常高的線性度。完整的電流反饋信號路徑還包括控制處理器,其上的可編程sinc3濾波器還具有輸出短路檢測功能。模擬信號隔離器提供逆變器總線電壓隔離,此信號由嵌入式采樣ADC獲得。控制處理器上的正交編碼器外設(shè)(QEP)支持簡單的數(shù)字編碼器接口,但帶插值電路的更高分辨率編碼器通常使用高速串行接口,以便按需發(fā)送位置和速度信息。
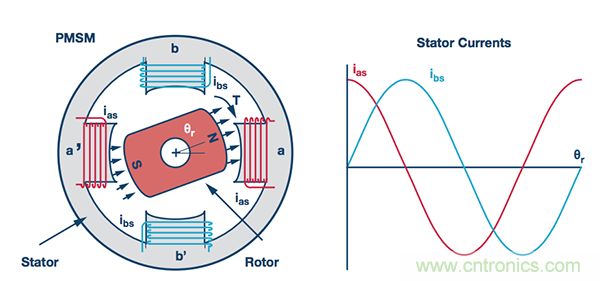
圖2 兩相永磁交流電機磁場對齊

圖3. 采用隔離式控制架構(gòu)的雙軸電機控制系統(tǒng),使用ADSP-CM408混合信號ASP和AD7403隔離式調(diào)制器
上例中的實時(RT)以太網(wǎng)接口由一個FPGA電路提供,以便能夠靈活地支持自動化市場上的多種工業(yè)網(wǎng)絡(luò)協(xié)議。FPGA管理來自網(wǎng)絡(luò)的實時數(shù)據(jù)包,而控制處理器則具備帶寬和存儲器來支持協(xié)議棧的管理。許多此類協(xié)議支持抖動要求小于1 μs的同步實時控制,這會給通信接口帶來非常重的處理負擔。如前所述,這種對伺服驅(qū)動同步的要求,與伺服驅(qū)動性能一樣重要。在現(xiàn)代自動化機加工系統(tǒng)中,為了實現(xiàn)高生產(chǎn)率和高質(zhì)量成品,以上二者不可或缺。自動化系統(tǒng)的一個新興趨勢是利用單個處理器控制兩到三個伺服電機并依賴單個實時通信接口?,F(xiàn)在,高速專用信號處理器(ASSP)便支持這種趨勢,例如ADPS-CM408,其包括一個高速浮點內(nèi)核和多組電機控制與通信外設(shè)。
工業(yè)電機驅(qū)動應用展現(xiàn)出來的多種多樣的架構(gòu),突出說明了許多重要的電機驅(qū)動系統(tǒng)設(shè)計挑戰(zhàn)仍然存在這一事實。隨著可用控制處理和傳感器反饋信號帶寬的增加,自動化行業(yè)對更高精度和動態(tài)響應的需求不斷提高。新材料、傳感器、控制、通信電路架構(gòu),甚至更多的算法和軟件,很可能會繼續(xù)滿足自動化生產(chǎn)行業(yè)對更高生產(chǎn)率和更高質(zhì)量的需求。
參考文獻
Will Dalrymple,“高速移動的機械。”Machinery.co.uk,第173卷,第4232期,2015年1月。
Ferrari C.B.,“無與倫比的精度。”運動世界,第9卷,第2期,2010年。
推薦閱讀:




